
doitasun hotzeko estanpazio prozesu hornitzailea

Deskribapena
| Produktu Mota | produktu pertsonalizatua | |||||||||||
| One-Stop Zerbitzua | Moldeen garapena eta diseinua - laginak bidaltzea - loteen ekoizpena - ikuskapena - gainazalaren tratamendua - ontziratzea - entrega. | |||||||||||
| Prozesua | estanpazioa, tolestura, marrazketa sakona, xafla fabrikazioa, soldadura, laser bidezko ebaketa eta abar. | |||||||||||
| Materialak | karbono altzairua, altzairu herdoilgaitza, aluminioa, kobrea, altzairu galvanizatua etab. | |||||||||||
| Neurriak | bezeroaren marrazkien edo laginen arabera. | |||||||||||
| Amaitu | Spray pintura, galvanoplastia, beroan galbanizazioa, hauts estaldura, elektroforesia, anodizazioa, belzketa, etab. | |||||||||||
| Aplikazio-eremua | Auto piezak, nekazaritzako makineria piezak, ingeniaritza makineria piezak, eraikuntzako ingeniaritza piezak, lorategiko osagarriak, ingurumena errespetatzen duten makineria piezak, itsasontzien piezak, hegazkintzako piezak, hodiak, hardware tresnaren piezak, jostailu piezak, pieza elektronikoak, etab. | |||||||||||
Abantailak
1. 10 urte baino gehiagoatzerriko merkataritzako espezializazioa.
2. Emanleihatila bakarreko zerbitzuamoldeen diseinutik produktuaren entregara arte.
3. Bidalketa denbora azkarra, buruz30-40 egun.Astebeteko epean stocka.
4. Kalitatearen kudeaketa eta prozesuen kontrol zorrotza (ISOfabrikatzaile eta fabrika ziurtatua).
5. Prezio arrazoizkoagoak.
6. Profesionala, gure fabrika du10 baino gehiagourteetako historia metalezko estanpazioko xaflaren alorrean.
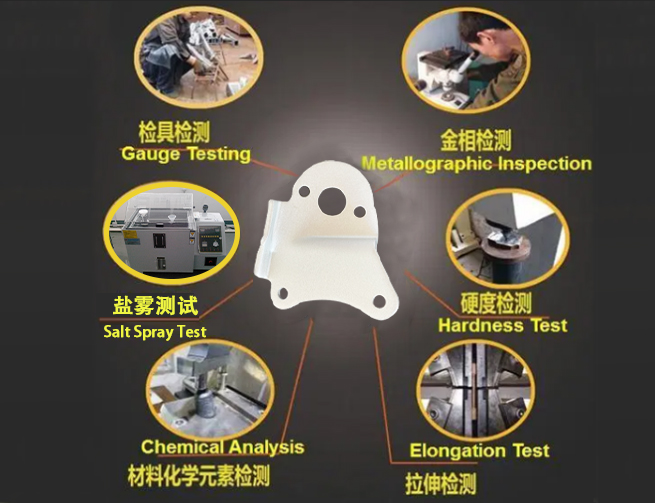
Kalitatearen kudeaketa

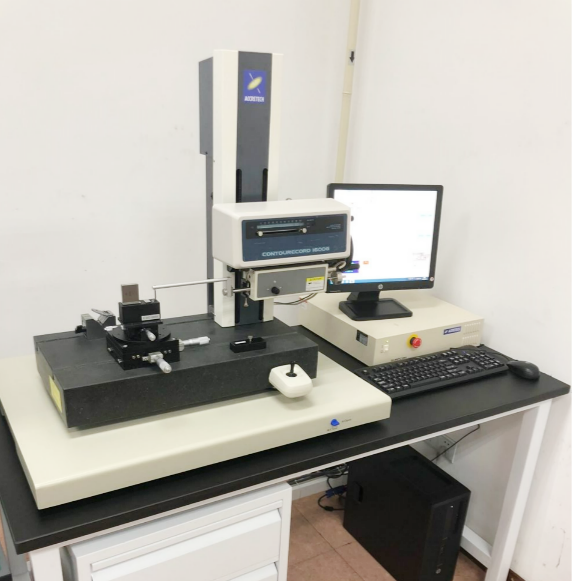


Vickers gogortasun-tresna.
Profila neurtzeko tresna.
Espektrografo-tresna.
Hiru koordenatu tresna.
Bidalketa Irudia




Ekoizpen Prozesua
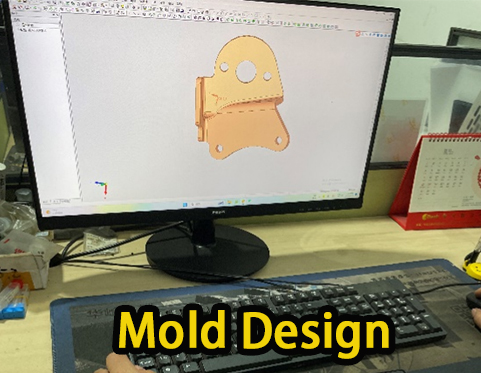



01. Moldeen diseinua
02. Moldeen tratamendua
03. Hari mozketa prozesatzea
04. Moldearen tratamendu termikoa
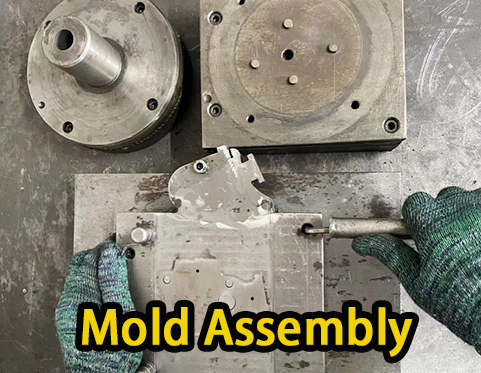



05. Moldeen muntaketa
06. Moldeen arazketa
07. Burruntzea
08. galvanoplastia

09. Produktuen probak
10. Paketea
Estanpazioaren oinarriak
Estanpazioa (prensatzea ere deitzen dena) metal laua bobina edo hutsunean jartzen da estanpazio-makina batean.Prentsa batean, erreminta eta trokel gainazalek metala nahi den forma ematen dute.Puntzonatzea, zuritzea, tolestzea, estanpatzea, embossing eta flanging metala moldatzeko erabiltzen diren estanpazio teknikak dira.
Materiala eratu aurretik, estanpazioko profesionalek moldea diseinatu behar dute CAD/CAM ingeniaritza bidez.Diseinu hauek ahalik eta zehatzen izan behar dute puntzoi eta tolestu bakoitzarentzako sake egokia bermatzeko, piezaren kalitate optimorako.Tresna bakarreko 3D eredu batek ehunka pieza izan ditzake, beraz, diseinu-prozesua nahiko konplexua eta denbora asko eskatzen du askotan.
Erremintaren diseinua zehaztutakoan, fabrikatzaileek hainbat mekanizazio, artezketa, alanbre-mozketa eta beste fabrikazio-zerbitzu batzuk erabil ditzakete bere ekoizpena osatzeko.
Metalezko estanpazio-diseinu-prozesua
Metalaren estanpazioa prozesu konplexua da, eta metalak konformatzeko hainbat prozesu barne har ditzakete: zuriketa, puntzonaketa, tolestura eta puntzonaketa, besteak beste.
Blanking: prozesu honek produktu baten eskema edo forma zakarra moztea dakar.Etapa honen helburua errebak gutxitzea eta saihestea da, eta horrek piezaren kostua handitu eta entrega-epea luzatzen du.Urrats hau zuloaren diametroa, geometria/koitasuna, ertzetik zulo arteko tartea eta lehenengo puntzoia non sartu behar den zehaztea da.
Tolestura: pieza metaliko estanpatuetan bihurguneak diseinatzen dituzunean, garrantzitsua da material nahikoa alde batera uztea; ziurtatu pieza eta bere hutsunea diseinatzen dituzula, bihurgunea egiteko nahikoa material egon dadin.
Puntzonaketa: eragiketa hau estanpatutako pieza metaliko baten ertzak kolpatzen direnean gertatzen da errebak berdindu edo hausteko;honek ertz leunagoak sortzen ditu piezaren geometriaren fundizio eremuetan;honek, gainera, indar gehigarria gehitzen die piezaren tokiko guneei, eta bigarren mailako prozesamenduak saihesteko erabil daiteke, hala nola, desbarbatzea eta arteztea.
Produktuen kategoriak
-

Erresistentzia handiko xaflazko egitura-konektoreak...
-

Doitasun handiko altzairu herdoilgaitzezko tolesgarri pertsonalizatuak...
-

Doitasun handiko kobrezko xafla pieza pertsonalizatuak
-

Kalitate oneko metalezko tolestura pertsonalizatuko piezak autoetarako...
-

Ohiko xafla estanpazioa metalezko piezak prozesatzea
-

Pertsonalizatutako metal tolestura lau aldeko molde fabrika





